Vai al contenuto
Vai al contenuto Riempimento : Come Impostarlo su IdeaMaker
Analizziamo i parametri per capire come e dove agiscono.

Condividi:

Matteo Ingrosso
Autore articolo.
Il Riempimento è una fase molto importante, da esso dipende la rigidità e robustezza della nostra stampa 3D. Ma non solo dal riempimento, dipende anche il tempo di stampa e la qualità estetica del nostro oggetto.
Saperlo quindi gestire correttamente e fondamentale, ma per farlo dobbiamo conoscere molto bene ogni parametro, cosa fa, e come e dove agisce.
In questa guida, ti mostrerò il significato dei principali parametri di stampa del riempimento sullo Slicer IdeaMaker.
Tab Riempimento IdeaMaker
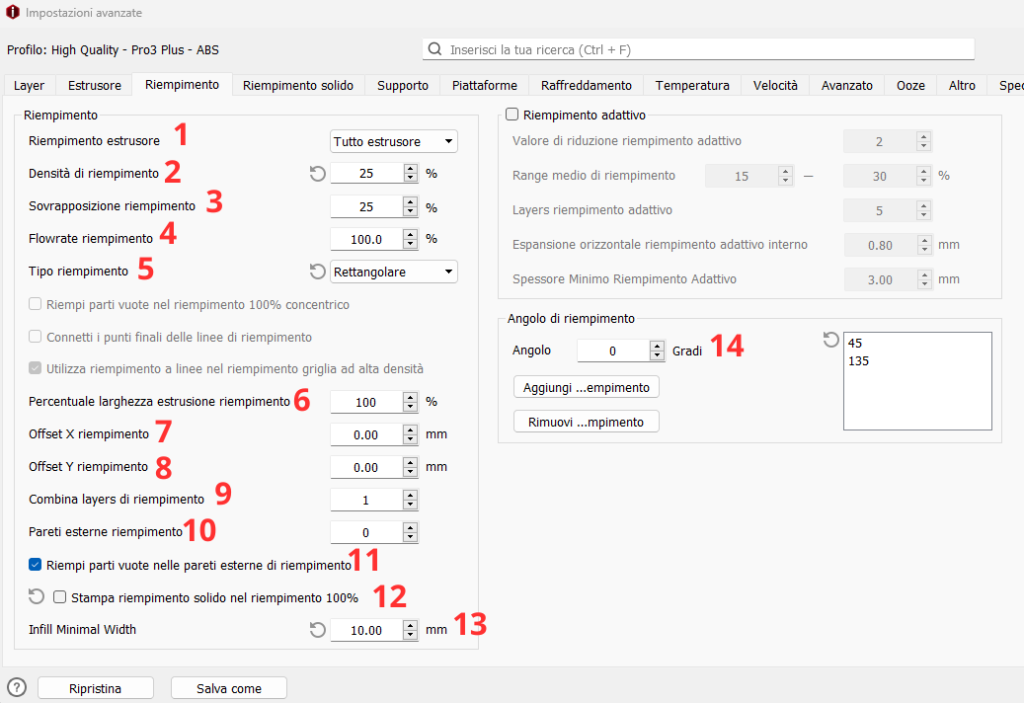
1 Riempimento Estrusore:
Se hai una stampante mono estrusore, questo valore è impostato su “Tutto Estrusore”, mentre se ne hai una con due estrusori, con questo parametro puoi indicare con quale estrusore vuoi stampare il riempimento de tuo oggetto. Normalmente il riempimento viene stampato con lo stesso materiale del resto della stampa.
2 Densità di Riempimento:
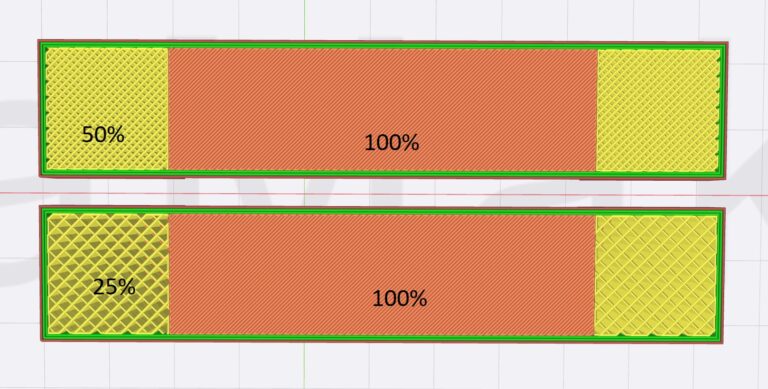
Questo è il parametro che più spesso viene modificato ad ogni nuova stampa. Esso permette di variare in percentuale di quanto vogliamo che sia pieno il nostro oggetto, mediante una “trama” di riempimento (Rettangolare cubico; griglia ecc.…) più questo valore sarà alto, è più sarà fitta la rete, aumentando notevolmente la resistenza del nostro oggetto, ma di contro dovremo impiegare più tempo e materiale per stamparlo.
3 Sovrapposizione Riempimento:
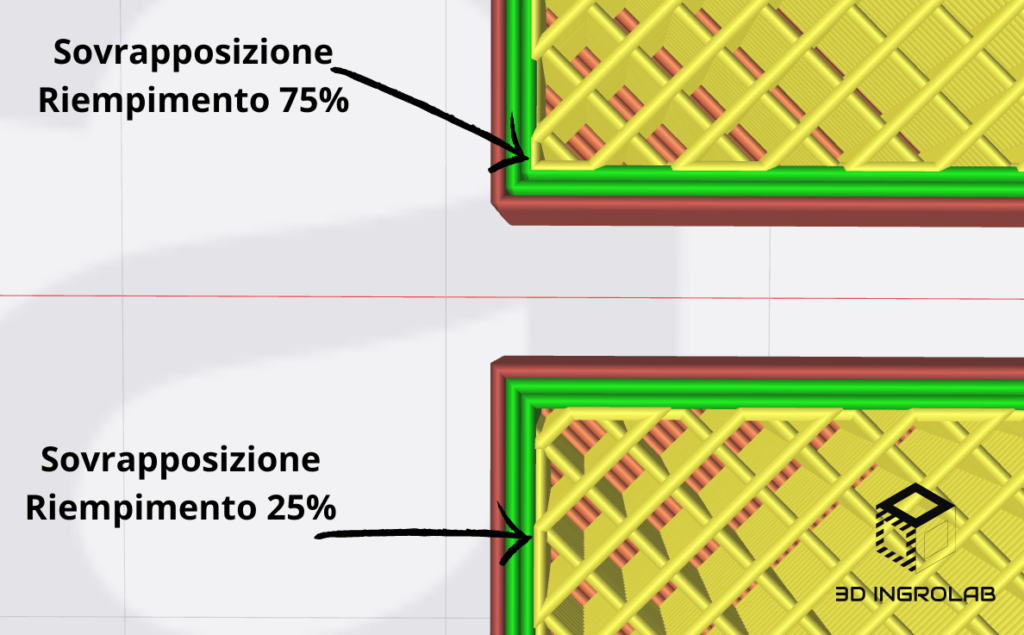
Questo parametro, ci consente di decidere quanto vogliamo che il nostro riempimento sovrasti l’ultimo perimetro interno di stampa. Normalmente come è impostato di default su idea maker, è sufficiente, per garantire una buona resistenza e non avere dei buchi tra Perimetri e Riempimenti.
4 Flowrate Riempimento:

Questo parametro va a modificale il “Flusso/Larghezza” di estrusione soltanto per il riempimento. Aumentando questo valore avremo i “Cordoni” che formano il riempimento più larghi del normale, quindi anche più resistenti. Aumentare questo valore può essere utile per se si vuole incrementare la robustezza complessiva dell’oggetto da stampare, ma può comportare alcuni difetti estetici, sulla superfice esterna del modello. In tal caso, è consigliabile aggiungere qualche “Shell/Perimetro” nelle impostazioni del Layer, così da compensare eventuali rigonfiamenti o sovra estrusioni causate da un incremento del flusso di stampa.
5 Tipo di riempimento:
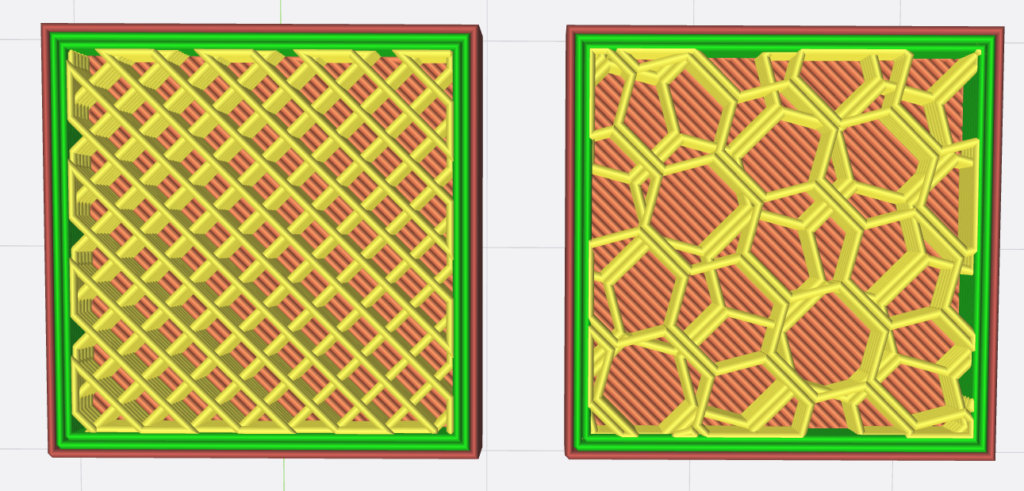
Questo parametro modifica la “Trama” del riempimento. Si può scegliere tra una ampia varietà di forme, se vuoi un oggetto molto resistente scegli il riempimento “Cubico” se invece vuoi velocizzare la tua stampa scegli “Griglia”, comunque avrai una buona resistenza.
6 Percentuale Larghezza estrusione riempimento:
Questo parametro, è come “Flowrate Riempimento”, come spiegavo in altri articoli flusso di stampa è la larghezza di estrusione, sono la stessa cosa, ad una percentuale di flusso corrisponde una larghezza di estrusione. Qui IdeaMaker, ci permette di impostare una larghezza di estrusione personalizzata, e in automatico adatta il flusso di stampa per farcela ottenere. Se imposti il flusso non modificare questo parametro e viceversa, questa regola vale sempre.
7-8 Offset X riempimento e Offset Y riempimento:
IdeaMaker con questo parametro ci permette di impostare un valore in mm sui rispettivi assi X e Y, in qui non stampare il riempimento, questi parametri sono utili quando si vuole creare un oggetto in cui si ha la necessità di spostare il normale baricentro.
Combina Layer di riempimento:
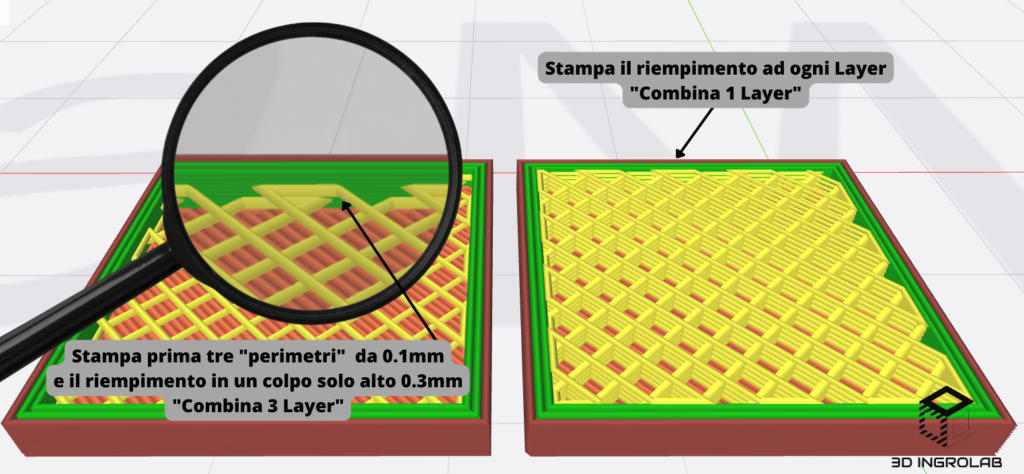
Combina Layer di riempimento: Questo parametro è moto utile, IdeaMaker qui ci dà la possibilità di stampare il supporto con un’altezza layer maggiore rispetto all’altezza layer impostata.
Pe esempio, se stampiamo ad una altezza Layer di 0.1 mm con un nozzle da 0.4mm. Inserendo un valore di “3”, la stampante farà due strati senza riempimento, e l’ultimo strato stampando il riempimento in un colpo solo spesso 0.3mm. Questa impostazione, evita alla stampante di stampare il riempimento per ogni strato, ma stampandolo solamente in un colpo solo ogni X layer che impostiamo noi. (ovviamente se vogliamo un riempimento abbastanza resistente non dobbiamo esagerare, e inserire un valore adeguato al didentro del nozzle, in questo caso se abbiamo un nozzle da 0.4, al massimo possiamo combinare tre layer.
Pareti Esterne Riempimento:
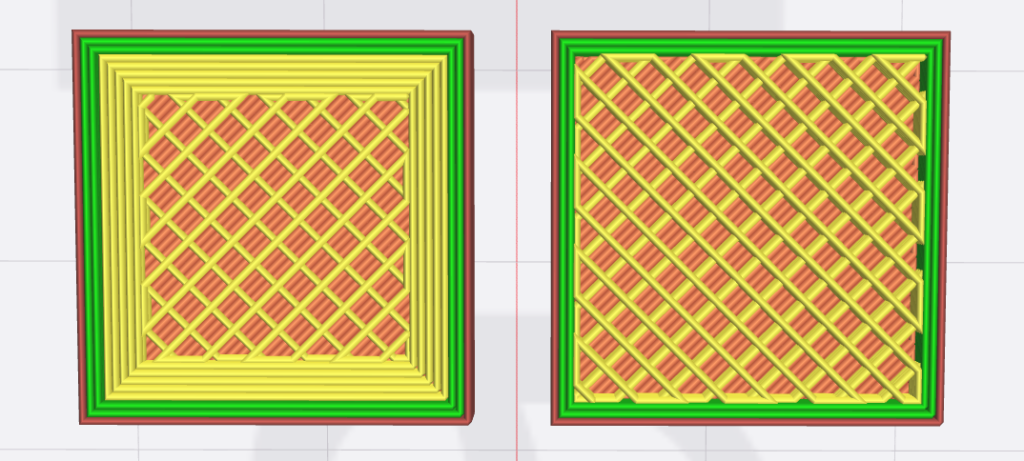
Questo parametro ci consente di aggiungere delle linee di contorno al riempimento, come fossero una sorta di “Shell/Perimetri/Loop” con il vantaggio che saranno stampati alla stessa velocità del riempimento, aumentando la resistenza del oggetto, senza un incremento sostanziale del tempo di stampa. Aggiungere anche solo un perimetro ai supporti ne incrementa notevolmente la stabilità.
Riempi parti vuote nelle pareti esterne di riempimento:
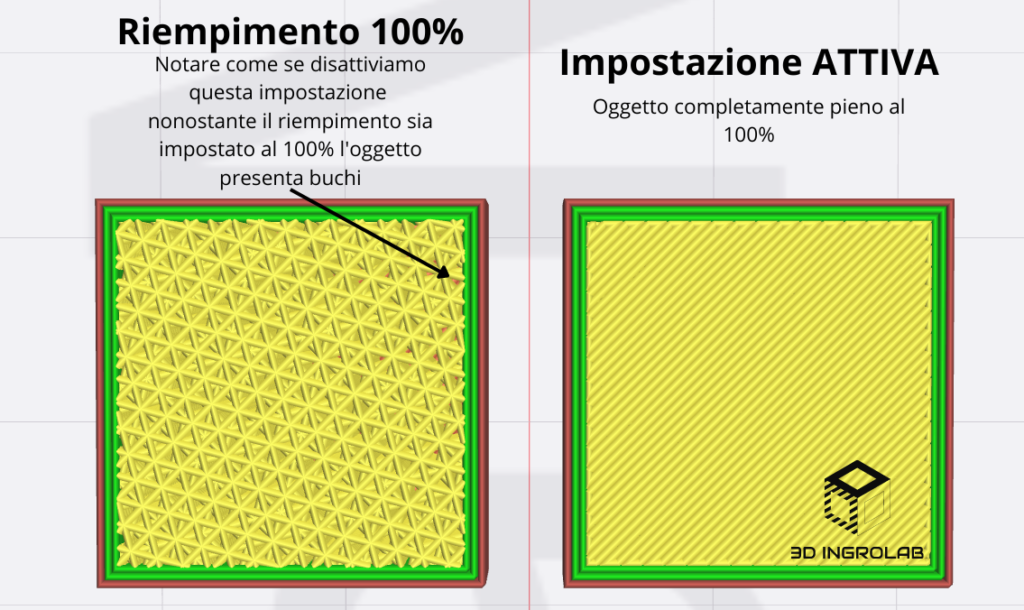
Può capitare spesso che ci siano dei piccoli spazi tra il riempimento e le pareti intorno ad esse (soprattutto se si stampa il riempimento con un Flusso elevato). Spuntando questa casella si riduce la possibilità di piccoli buchi o mancanze di materiale con delle estrusioni singole più o meno sottili, che per oggetti estremamente resistenti, potrebbero essere un problema.
Articoli Correlati