Vai al contenuto
Vai al contenuto Sotto estrusione: Cosa fare quando la tua stampa ha meno materiale del previsto
Impostazioni e consigli per eliminare questo problema di stampa.

Condividi:

Matteo Ingrosso
Autore articolo.
Potrebbe capitare alle volte che la stampante estruda meno materiale del previsto creando delle pareti più sottili e fragili rispetto a come dovrebbero essere, oppure dei piccoli buchi tra una cucitura e l’altra. Se noti questo difetto di stampa potrebbe significare che la tua stampante sta estrudendo meno materiale del previsto. Vediamo quali possono essere le cause e come risolverle
Diametro del filamento:
Misuralo sempre prima di stampare un nuovo oggetto.

Normalmente nella maggior parte delle stampanti 3D, vengono utilizzate bobine di filamento dal diametro di 1.75mm, questa misura in genere ha una tolleranza di maggiore 0.05mm nei filamenti di bassa qualità, e minore di 0.02mm in quelli di alta qualità, questo perché è molto difficile estrudere il filamento in fase di produzione con una precisone assoluta, purtroppo pero questa variazione , anche se minima sul diametro del filamento comporta dei problemi di stampa tra cui sovra estrusioni e sotto estrusioni, che creano dei difetti visibili nel nostro oggetto e talvolta possono anche fare fallire la stampa. È quindi molto importante misurare il filamento, in tre o quattro punti distanti tra loro di almeno 15 centimetri lungo il filamento, per poter fare una media dei punti e ottenere quindi il valore corretto, e inserirlo nello Slicer.
La stampante non ha alcun modo di sapere se il diametro del filamento è realmente quello che abbiamo impostato noi, quindi è nostra cura impostarlo correttamente, così che lei possa calcolare la giusta velocità della ruota godronata, per estrudere la giusta quantità di materiale.
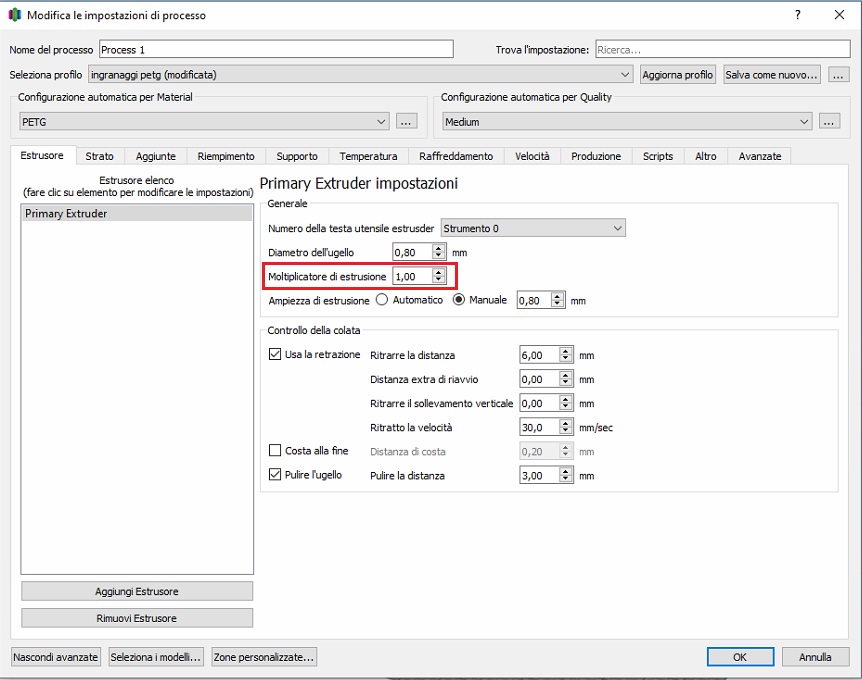
Extrusion Multiplayer:
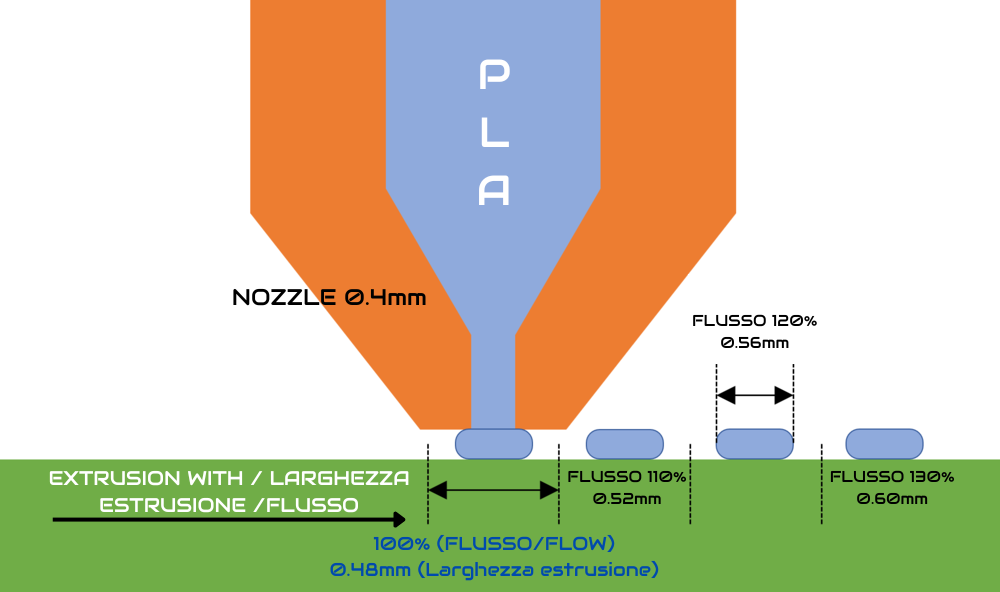
Questo parametro indica la quantità di materiale che la stampante deve estrudere. Se si stampa PLA normalmente è impostato a 0,9, mentre per l’ABS, PETG è impostato a 1. Aumentando o diminuendo questo valore si avrà un’estrusione maggiore o minore.
Inoltre, “Flusso” e “larghezza di estrusione /Extrusion With“, sono direttamente proporzionali. Avere un flusso più altro comporta una Laghezza di estrusione maggiore e viceversa. Dire “Extrusion Multiplayer\Moltiplicatore di estrusione” o “Flow” è la stessa cosa. In Simplify3D è chiamato Moltiplicatore di estrusione/ Extrusion Multiplayer, in IdeaMaker viene chiamato “FLOW / Flusso”, ma entrambi variano la quantità di materiale estrusa, che comporta una larghezza di estrusione diversa.
Quindi se il tuo oggetto presenta delle sotto estrusioni, come piccoli fori o degli spazi tra un loop e l’altro potresti aumentare di 0.3 (Symplify3D) o 30% se è in percentuale (IdeaMaker).”
Velocita di stampa e Diametro dell’ugello:
Assicurati che sia effettivamente quello
Questi due valori li dobbiamo impostare noi. Una volta inserito il valore del diametro del Nozzle, lo Slicer calcolerà automaticamente La velocità della ruota godronata, che spingerà il filamento in maniera da ottenere un flusso costante e preciso. Per quanto riguarda la velocità di stampa invece, stai attento a non impostare valori troppo alti a meno che tu non abbia una stampante che ti garantisca un elevata estrusione ad alte velocità.
Normalmente non andare oltre i 60mm/Sec per nozzle da 0.4 e 30mm/S per ugelli da 0.8. Se noti che il tuo oggetto ha delle sotto estrusioni, prova a diminuire la velocita di stampa, perché potrebbe essere che il tuo Hot-end, non riesca a sciogliere abbastanza materiale relativamente alla velocità di stampa, creando delle estrusioni più sottili e mancanze di materiale sul tuo oggetto. Se invece noti delle sovra estrusioni, modificare la velocità non ti sarà di aiuto purtroppo, ma dovrai intervenire su altri parametri.
Nozzle ostruito:

Un’altra causa frequente di una sotto estrusione potrebbe essere un intasamento parziale del nozzle. Se l’ugello non fosse completamente libero all’interno, potrebbe non far estrudere correttamente il filamento nella sua forma originale ovvero cilindrica, creando un flusso irregolare. Questo fenomeno potrebbe far estrudere meno plastica del necessario, creando una sotto estrusione e tutta un’altra serie di problemi come instabilità dell’oggetto, deaminazione, fallimento della stampa ecc.
Ti suggerisco in quel caso di pulire l’ugello da eventuali sporcizie o residui di materiali tramite un kit apposta. Inoltre, se vedi che il foro dell’ugello sembra essere danneggiato o non perfettamente cilindrico, sostituiscilo con un ugello di qualità. Il suggerimento che ti posso dare è di non spendere meno di 15 euro per un ugello in ottone se lo vuoi discretamente valido.
Problemi meccanici:
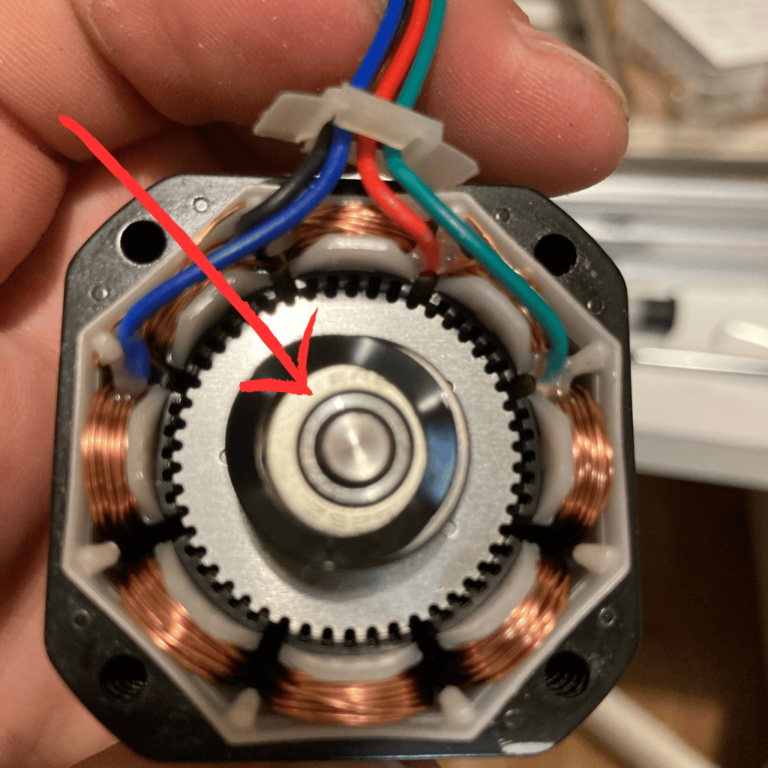
Molto spesso in stampanti 3D Direct Drive ovvero quelle stampanti che hanno il motore passo che spinge il filamento nell’estrose direttamente sopra all’Hot-end, e soprattutto in stampanti hobbistiche tendono a danneggiarsi consumando precocemente i cuscinetti interno al motore stepper.
Probabilmente il calore non dissipato sufficientemente bene, sul lungo periodo fa bloccare questi cuscinetti rendendo impossibile il movimento della ruota godronata. Quindi se noti che il tuo oggetto abbia delle sotto estrusioni, verifica che la ruota giri senza ostacoli, prova a preriscaldare l’estrusore e tramite il pannello di controllo della stampante, fai un’estrusione di alcuni centimetri e verifica che il filamento venga estruso in maniera constante e fluida senza alcuno strano rumore proveniente dall’hot end come scatti, sfregamenti e cose simili. Se noti problemi dovrai sostituire il motore passo-passo o cambiare il cuscinetto.
Articoli Correlati