Vai al contenuto
Vai al contenuto Primo Strato ; Come impostarlo correttamente su IdeaMaker
Vediamo i parametri fondamentali da impostare per il primo strato di stampa.

Condividi:

Matteo Ingrosso
Autore articolo.
Come avrai già avuto modo di vedere e come nella maggior parte degli Slicer i parametri sono divisi in gruppi organizzati in Tab come Velocità, Riempimento; Raffreddamento ecc.…
In questo articolo vorrei analizzare la Tab Layer di IdeaMaker. Andremo a vedere cosa vogliono significare i più importanti parametri di questa scheda, così da fornirti gli strumenti necessari per configurare questi parametri per le tue stampe 3D, e in particolare per il primo strato di stampa.
La prima tab che IdeaMaker ci permette di modificare è la scheda Layer. Questa Scheda si occupa di gestire tutte i parametri che riguardano come andrà stampato ogni singolo layer, quindi Flussi; pareti ecc.…
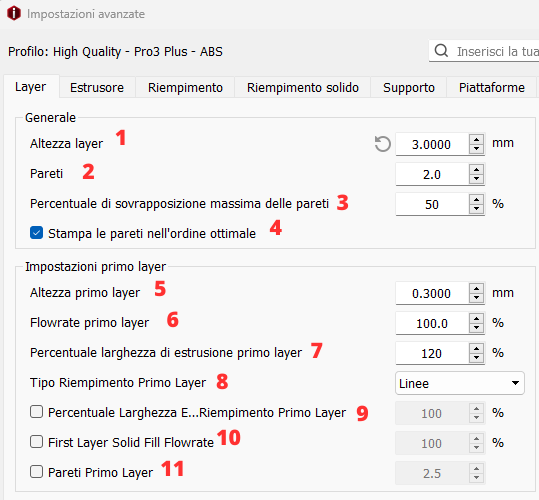
Gruppo Generale:
1) Altezza Layer:
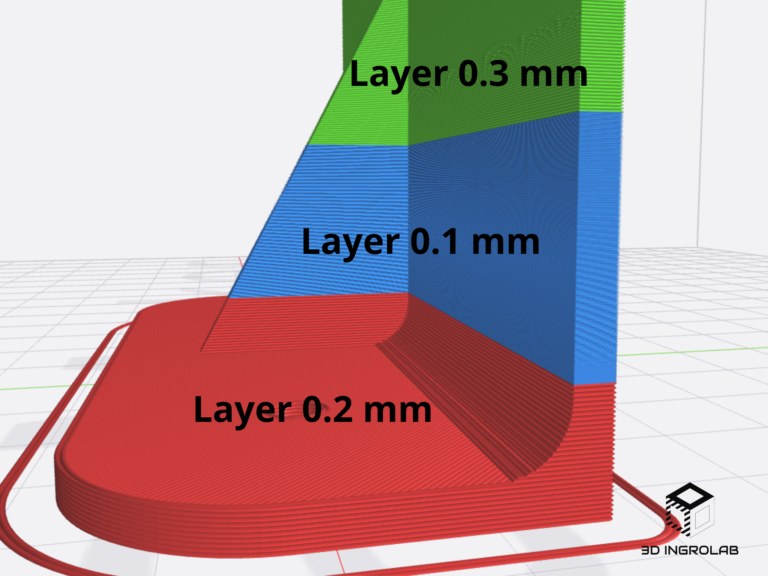
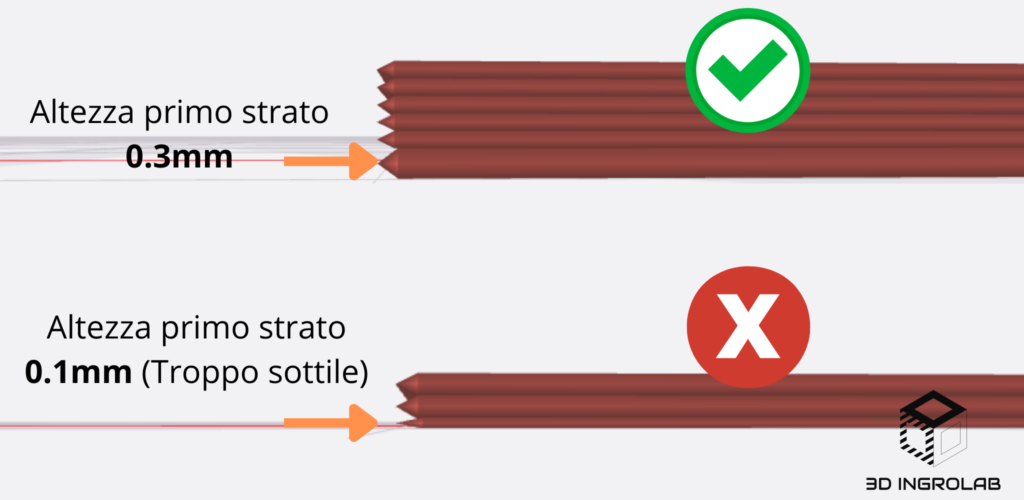
Questo parametro è fondamentale e può variare in base alle nostre esigenze di stampa, di default è impostato a 0.2mm che il giusto compromesso tra qualità di stampa e tempo di stampa. Se vuoi una stampa più rapida ma puoi impostarlo a 0.3mm ma la trama del filamento sarà più visibile ad occhio nudo.
Al contrario se vuoi una stampa in alta definizione puoi impostarlo a 0.1mm ma il tempo di stampa aumenta in modo esponenziale, perché la tua stampante per fare un millimetro dovrà stampare 10 strati da 0.1 mm per realizzarlo, mentre se imposti 0.3mm ce ne vorranno poco più di tre strati; quindi, il tempo che impiegherà per fare un millimetro è di tre volte superiore ad una altezza di 0.1mm, che su un oggetto di medie dimensioni, può comportare una differenza di decine di ore di stampa.
2) Pereti / Loop:
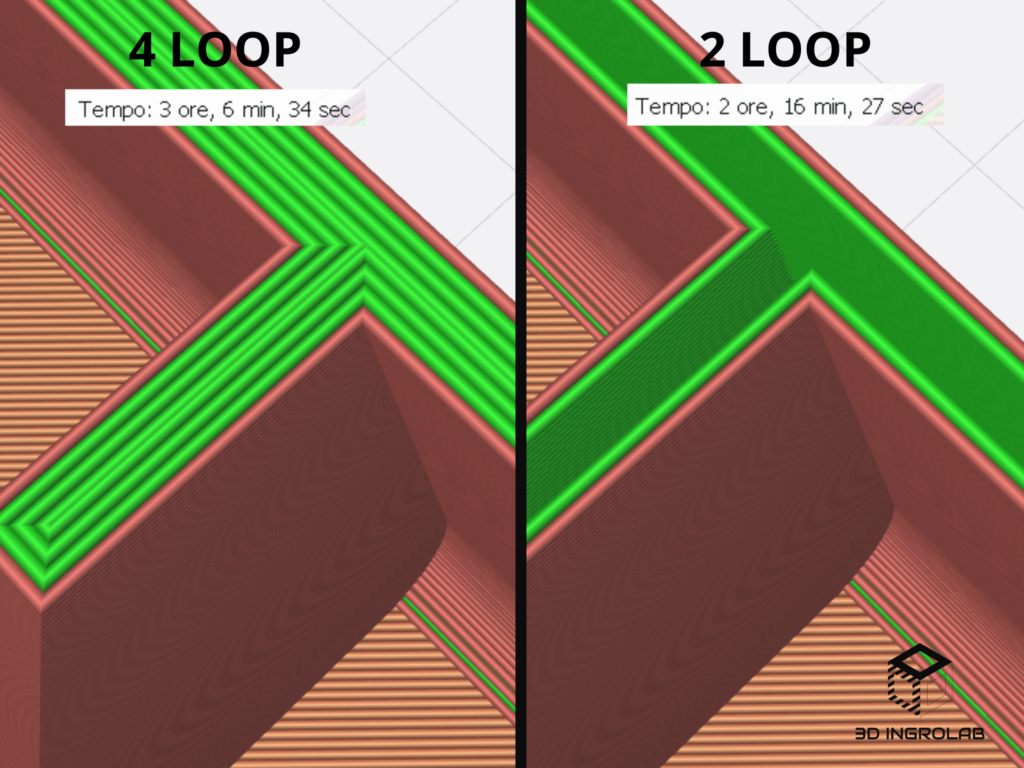
Questo parametro indica la quantità di pareti che dovrà avere il nostro oggetto, normalmente è impostato a due/tre per avere una buona resistenza, oggetti particolarmente resistenti hanno un numero di pareti superiore oltre a dieci. Di contro il tempo di stampa aumenta perché le pareti normalmente vanno stampate ad una velocità inferiore rispetto ad altre parti dell’oggetto.
3) Sovrapposizione Pareti
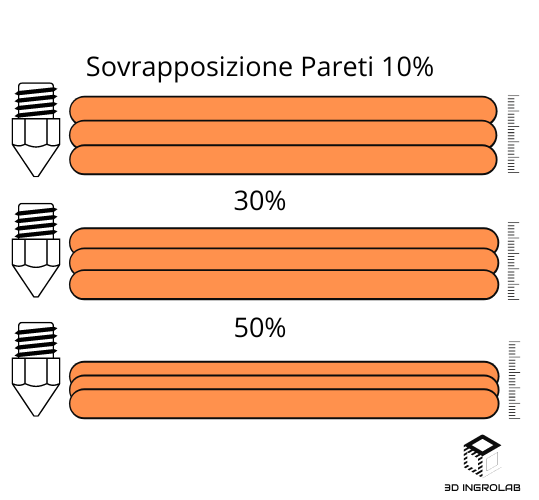
Questo parametro indica di quanto si devono sovrapporre le pareti una a fianco all’altra. Di norma un valore intorno al 50% è più che sufficiente per aumentare la resistenza del nostro oggetto.
4) Stampa pareti nell’ordine ottimale:
Spuntando questa casella, lo Slicer in automatico deciderà l’ordine con cui stamperà le pareti, per ottimizzare il tempo di stampa e ridurre il più possibile gli spostamenti lunghi.
Impostazioni Primo Layer.
5) Altezza Primo Layer:
6) Flowrate primo Layer:
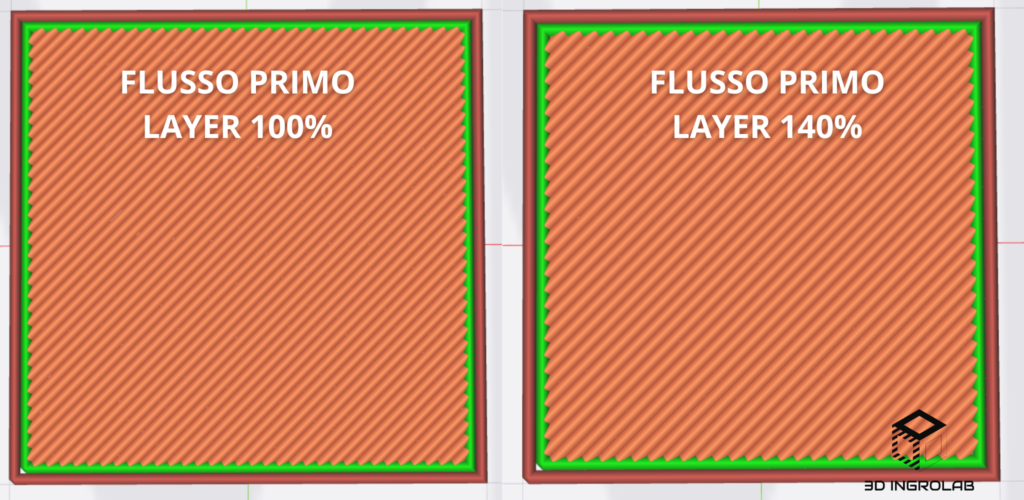
Questo valore indica la quantità di plastica che viene estrusa solamente nel primo strato. Se imposti un valore come di default al 100% vuol dire che la larghezza di estrusione del cordone di plastica depositato, sarà di 0.40mm (se usi un ugello da 0.4mm). normalmente è meglio aumentare questo valore così da avere una larghezza di estrusione più ampia, con un conseguente aumento di materiale sul piano che favorisce l’adesione del nostro oggetto per tutta la durata della stampa, normalmente io la imposto almeno al 130% per il primo strato.
7) Percentuale Larghezza estrusione primo layer: 7
Come il precedente con la differenza che il valore fa variare la larghezza di estrusione in base al valore inserito.
8) Tipo Riempimento Primo Layer:
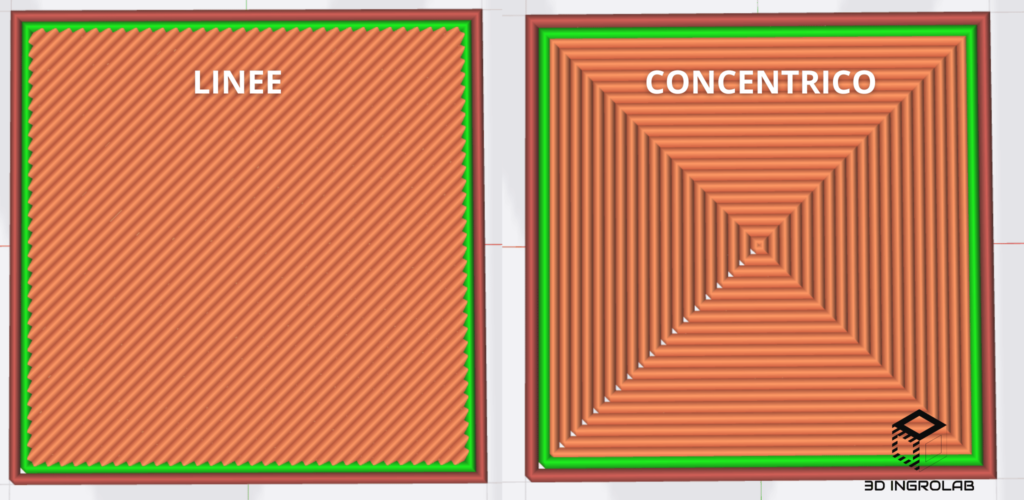
IdeaMaker ci permette di impostare un tipo di riempimento diverso per il primo layer esempio: Rettangolare; Concentrico; lineare ecc.… basta selezionare quello che preferisci in base al materiale che stai stampando, il rettangolare o linee è il più utilizzato.
9) Percentuale larghezza estrusione riempimento primo Layer:
Questo parametro ci permette di impostare una larghezza di estrusione diversa per il riempimento del primo layer. IdeaMaker, ci permette davvero di impostare flussi diversi per ogni cosa. In situazioni particolari, questo parametro viene utilizzato, ma ameno che tu non abbia particolari esigenze ti consiglio di tenerlo disattivato.
10) First Layer solid fill Flow rate:
Questa impostazione è uguale alla precedente, con la differenza che prossimo variare il flusso anziché la larghezza di estrusione.
Aggiungi qui il testo dell'intestazione
Cambiando questo valore, possiamo impostare un numero di Loop o Preti diverse solamente per il primo strato. Questo comando normalmente non è molto utilizzato, però potrebbero esserci dei casi in cui potrebbe tornare utile.
Articoli Correlati