 Vai al contenuto
Vai al contenuto Come stampare il TPU – Il filamento flessibile.
Consigli utili su come stampare il TPU in maniera ottimale.
Condividi:

Matteo Ingrosso
Autore articolo.
Stampare TPU : Il TPU è un poliuretano termoplastico, chiamato anche elastomero termoplastico. È composto da una parte di poliuretano (uno dei materiali plastici più durevoli) e da una parte di gomma, che lo rende flessibile.
Ha un elevata resistenza meccanica, ideale per oggetti soggetti a sollecitazioni meccaniche, è un materiale morbido, estremamente resistente e flessibile, possiede un alto coefficiente di adesione interstrato, si deforma quando viene sollecitato, ritornando alla sua forma originale, inoltre ha un’elevata resistenza all’usura ed elevata resistenza chimica, ed è estremamente resistente agli effetti di reagenti chimici, acidi, grassi, oli e alcali.
La sua caratteristica più interessante è proprio l’elasticità, essa ci permette di creare oggetti simili alla gomma la cui durezza è misurata in Shore.

Parametri di Stampa:
Cercherò di darti dei valori generali per stampare il TPU, ogni marca di filamento, ha dei suoi valori prestabiliti, quindi proverò a fornirti una combinazione generale che vada bene un pò per tutti.
- Temperatura Nozzle: 220-240C
- Temperatura Bed: 65°C
- Enclousore: NO
- Ventilazione: 60%
- Velocita di Stampa: 20-45mm/Sec
- Altezza Layer Consigliato: >0.2 mm
- Tipo di Adesione: Aderisce bene al piano
- Riempimento consigliato: 25%
Caratteristiche principali del TPU. Come e dove utilizzarlo:
Quando si cerca di stampare TPU , La retrazione è molto complessa da gestire, sulla base della durezza e dal tipo di TPU, va gestita con parametri completamente diversi. Essendo il TPU un filamento flessibile ogniqualvolta che l’estrusore retrae il filamento velocemente esso sicuramente si allungherà in maniera imprevedibile, questi movimenti potrebbero causare un arricciamento del filamento nel meccanismo che spinge il filamento nel Hot-End. quindi e consigliabile disattivare la retrazione per evitare questi problemi.
Se noti che il tuo oggetto presenta dei difetti estetici, come eccesso di materiale o sbavature dovute alla mancanza di retrazione, puoi fare cosi:
1) Abbassa le temperatura di estrusione di qualche grado: Diminuire la temperature permettere al filamento estruso di essere meno viscoso, di fatto sarà più difficile che esso fuoriesca durante gli spostamento della stampante tra una punto e l’altro.
2) Aumenta la velocità di spostamento dell’estrusore: Immagina quando tiri fuori una teglia dal forno e ti accorgi che nonostante le presine ti stai bruciando. Cosa fai corri più veloce che puoi per posare subito la teglia. la stessa cosa fa l’estrusore mentre la stampante si sposta da un punto all’altro per cominciare la stampa in un altro punto, in questo caso l’estrusore sei tu, e la teglia che brucia e li filamento che gocciola.
Per effetto della forza di gravita il materiale contenuto all’interno dell’ugello che è ad alta temperatura, colerà gradualmente, aumentare la velocità di spostamento dell’estrusore, permette di fare uscire meno materiale possibile un valore di 150mm/S può andare benissimo.
Vantaggi:
- Ottima resistenza meccanica
- Ottima Resistenza chimica
- Ottima flessibilità
- Ideale per creare stampi
Svantaggi:
- Imposibilità di utilizzare supporti
- Altezza limitata in Z (tende a oscillare)
- Poco adatto a layer sottili (<di 0.2mm)
- Difficile gestione della Retrazione
Temperatura e primo Layer
Come con qualsiasi altro filamento termoplastico, il successo della tua stampa dipende dal successo del tuo primo strato. La vera base della stampa 3D.
Per ottenere un buon primo strato, potrebbe essere necessario aumentare leggermente l’altezza del primo layer di 0.3mm per evitare che il filamento possa creare dei residui sull’ugello che poi si porterà dietro tutta la stampa, anche perchè i filamenti in TPU tendono a comprimersi leggermente quando vengono schiacciati. Detto ciò è consigliato impostare una temperatura di 5-10°C più alta della temperatura di stampa impostata, la stessa cosa vale per il piano riscaldato, cosi facendo incrementerai maggiormento l’adesione del tuo pezzo al piano di stampa. Ricorda che il successo della tua stampa dipende dal’ primo strato, quindi presta molta attenzione ad esso.
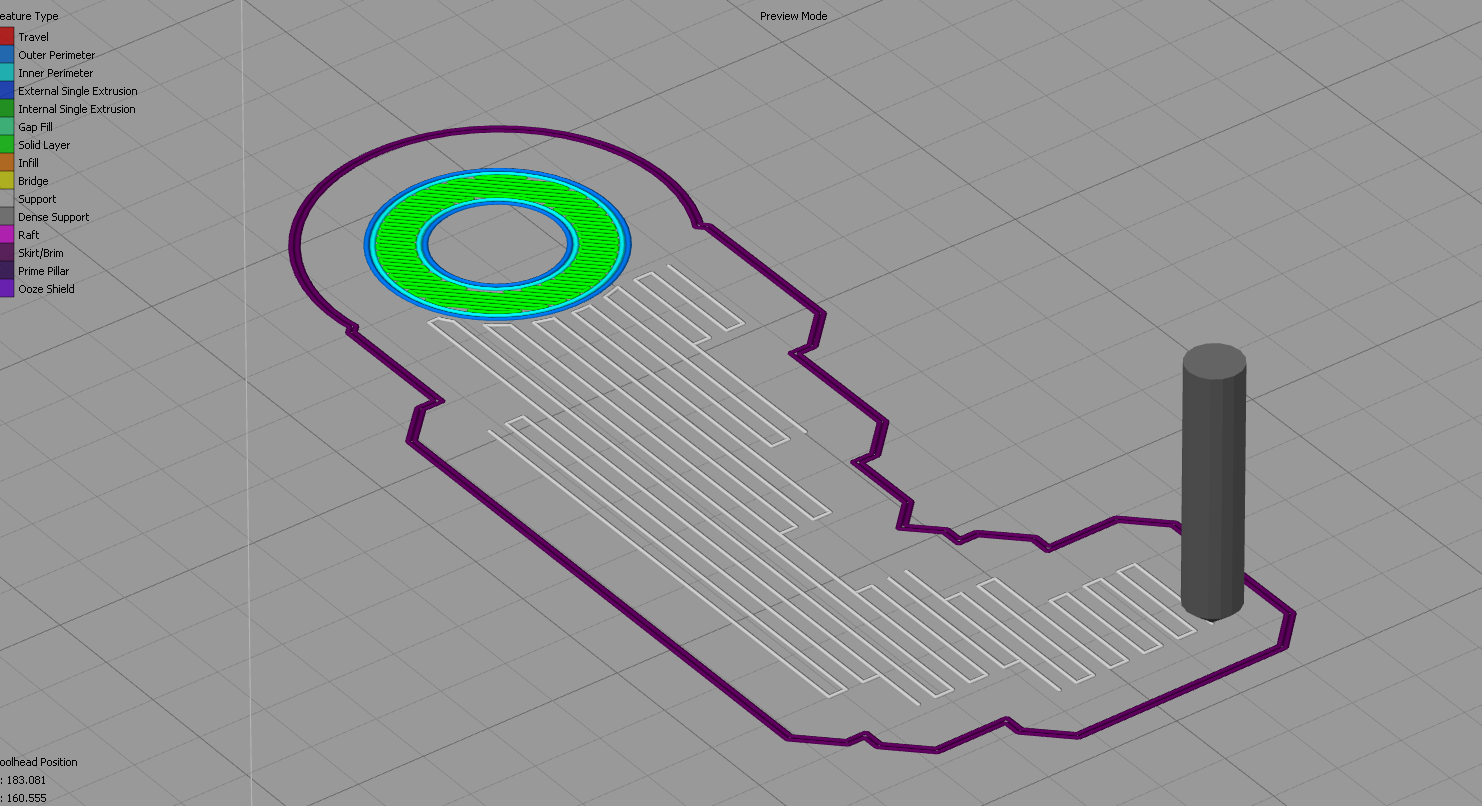
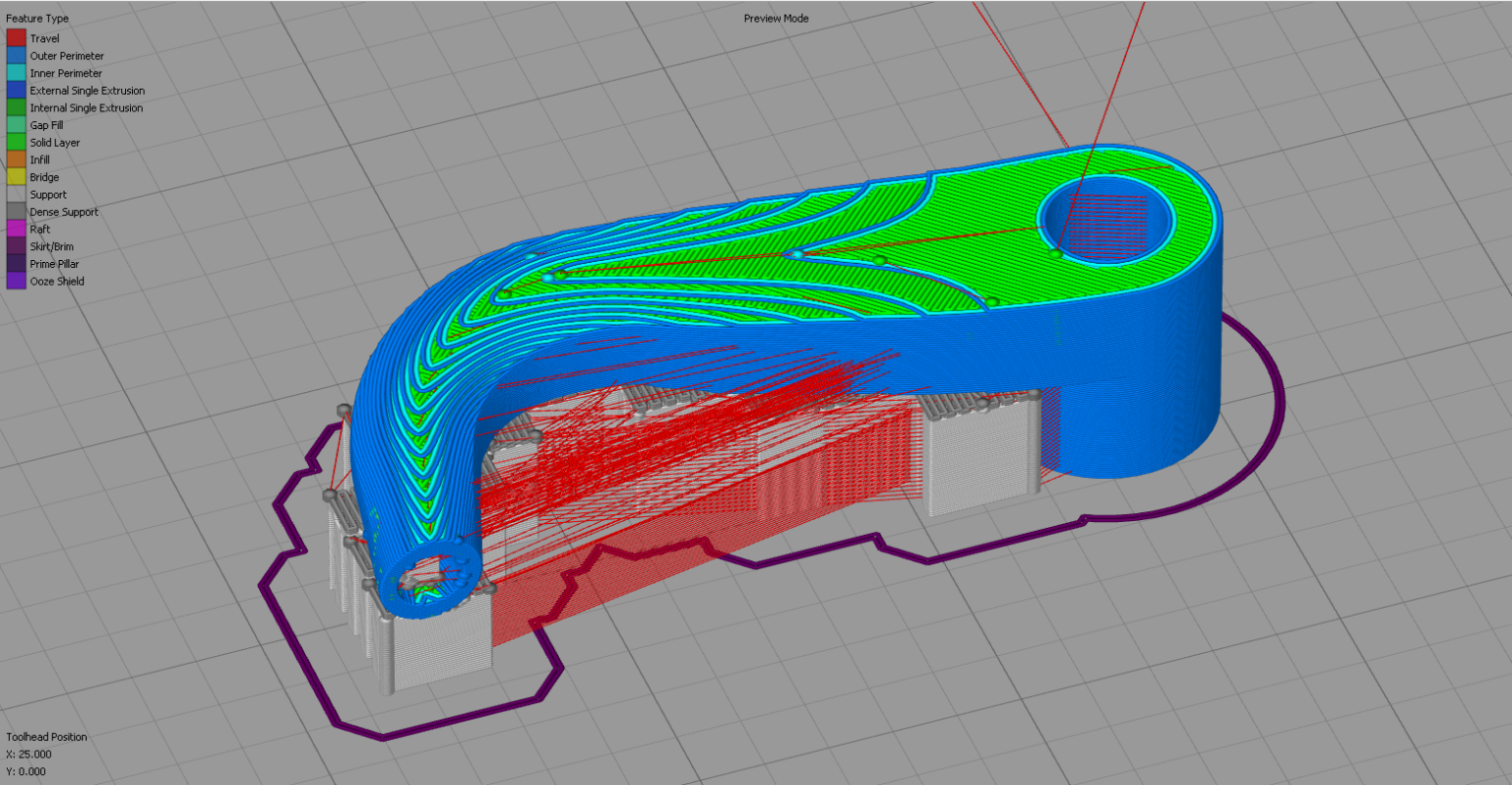
Supporti di Stampa
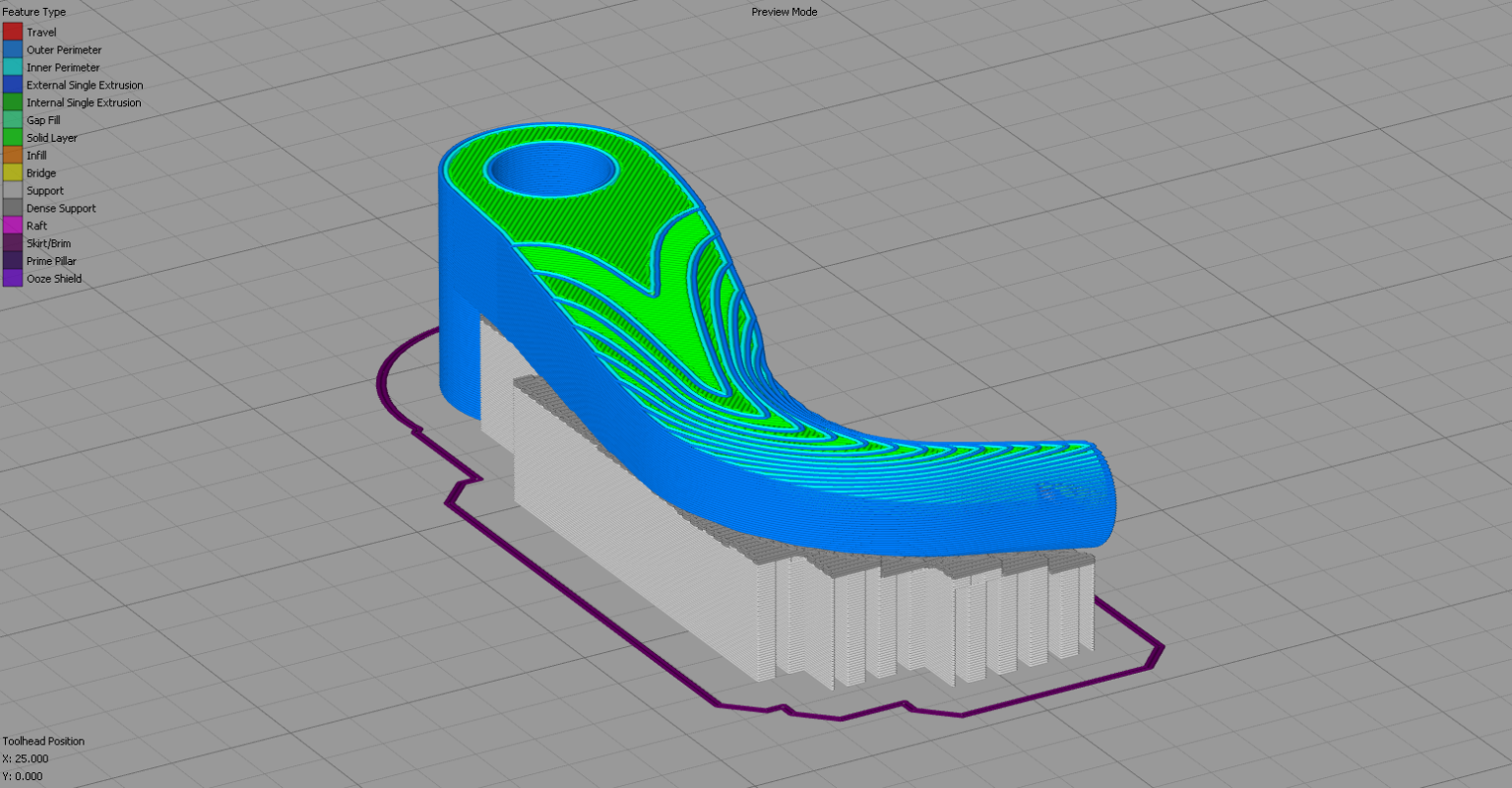
Una delle piaghe dolorose di questo filamento, è la gestione dei supporti di stampa. Essendo il TPU una materiale flessibile, lo saranno anche di conseguenza i supporti stampati con essi. Questo comporta due problemi principalmente: Il primo è l’instabilità dei supporti, a causa delle loro sottili pareti per permetterne agevolmente il distacco, renderanno la struttura molto instabile al crescere della loro altezza in Z. L’altro problema è il loro distacco, ebbene sì staccare i supporti in TPU e come tirare un elastico, non si riescono a staccare completamente e molti di essi restano agganciati all’oggetto, strappandosi, davvero una cosa spiacevole.
Le soluzioni che ti propongo sono due: Stampare il tuo oggetto in TPU e relativi supporti con una stampante a doppio estrusore, utilizzando come materiale un filamento rigido come può essere PLA, PVA ,HIPS, cosi da poterli rimuovere lasciando una buona qualità estetica della zona supportata, oppure cerca di progettare il tuo pezzo orientandoti alla progettazione che punta ad ottimizzare le parti da supportare, cercando di metterne il meno possibile o addirittura non metterli, evitando pareti a sbalzo, ricorda che puoi anche pensare di dividere il tuo oggetto in più parti, orientandoli nella maniera più corretta prima di stamparli.
Retrazione
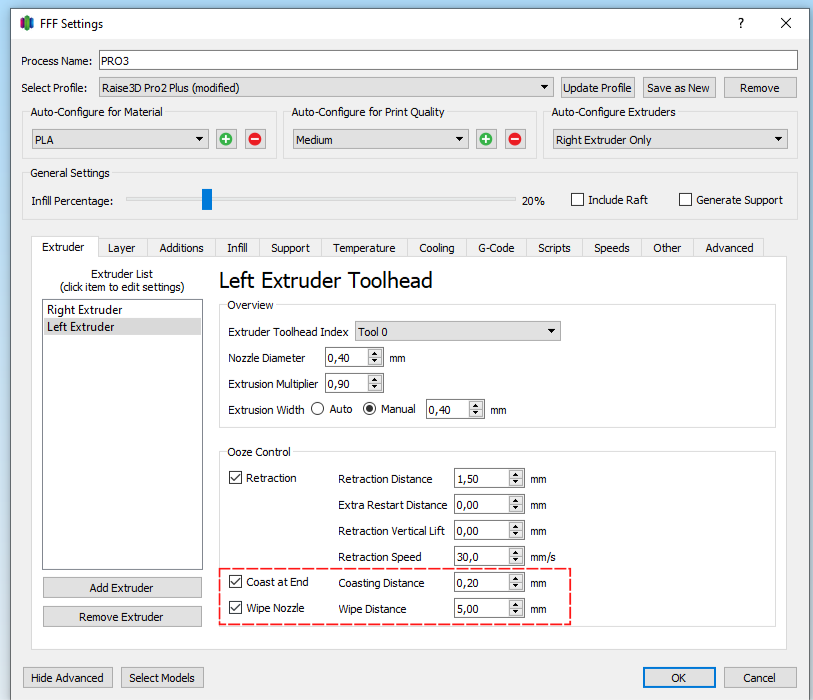
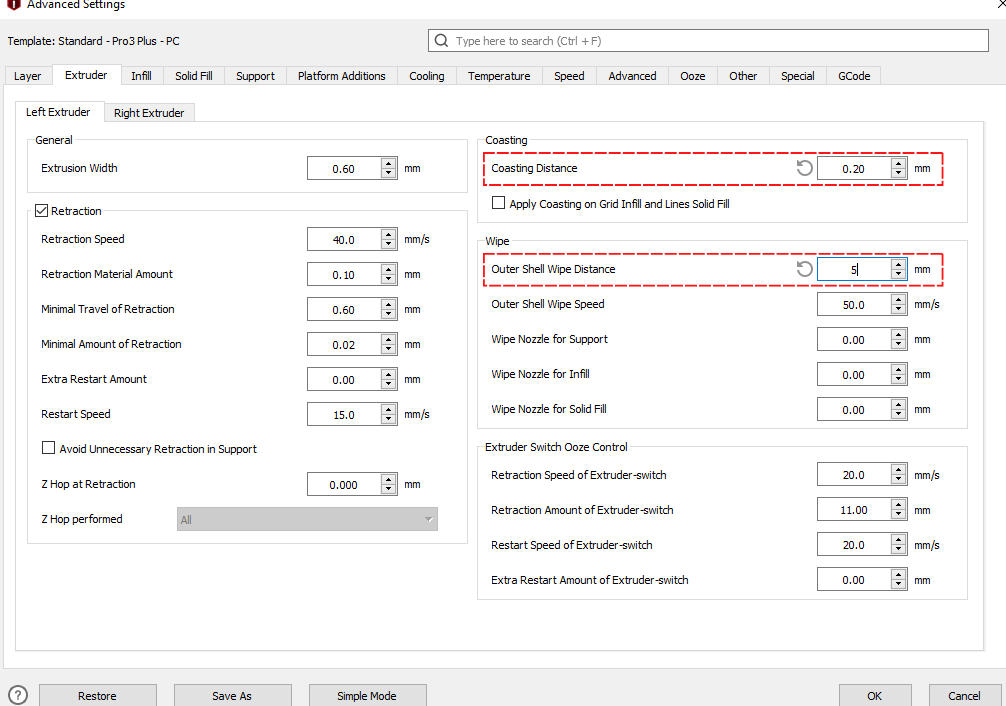
2) Wipe nozzle e Coasting: Se usi Simplify3D o IdeaMaker, hai a disposizione queste impostazioni, la prima che spegne l’estrusore poco prima di terminare il loop. La seconda “Coasting” che fa avanzare o retrarre in base al valore impostato in millimetri l’ugello per “spalmare” l’ultima quantità di materiale presente su di esso prima di passare al loop successivo, cosi da “pulirlo”. Imposta un valore di 4mm di Wipe nozzle e 0.5 mm di Coasting potresti migliorare la qualità della tua stampa, attento a non esagerare altrimenti potresti ritrovare il tuo oggetto stampato con dei buchi dovuti dalla mancanza di estrusione di materiale
Simplify3D
FFF Settings > Extruder > Ooze Control > Coasting Distance
IdeaMaker
Advanced Settings > Extruder Tab > Coasting Distance
Velocità di stampa

Come per qualunque altro filamento, la velocità di stampa dipende da altri fattori come altezza layer e temperatura. In generale il TPU, per la sua conformazione è bene stamparlo molto lentamente, io suggerisco una velocità di stampa predefinita di 40mm/s con una velocità per il primo layer di 15mm/s, mentre per le pareti esterne, una velocita di 30mm/S può andare bene.
Conclusioni
IL TPU, sicuramente è n materiale molto valido, che ci permette di realizzare molti componenti per esempio per la stampa di cinture, scarpe, borse, pantofole, cinturini per orologi, bracciali, elastici e altri indumenti e oggetti indossabili, o ruote per modellini, custodie per telefoni, e qualsiasi altro oggetto che deve essere flessibile, Adesso che sai come impostare i parametri fondamentale il profilo di stampa del TPU, non ti resta che fare qualche prova e provare.
Articoli Correlati
Stampare PVA – Il Filamento solubile in acqua.
Stampare PVA
Stampare ASA – Il materiale che reste ai raggi UV
Condividi: Facebook Email LinkedIn WhatsApp Consigli utili su come stampare ASA in maniera ottimale. Come stampare ASA : L’ ASA è un materiale termoplastico relativamente
Stampare il Polipropilene (PP)- Il materiale per l’industrie
Condividi: Facebook Email LinkedIn WhatsApp Consigli utili su come stampare il Polipropilene in maniera ottimale. Stampare il Polipropilene : PP sta per Polipropilene ed è

Come stampare il Policarbonato-PC.
Condividi: Facebook Email LinkedIn WhatsApp Consigli utili su come stampare il Policarbonato in maniera ottimale. Stampare il Policarbonato in 3D: Il policarbonato (PC) è un

